
Diploma Process Planning & Cost Estimation Important Questions
|
Join Diploma Exam Corner |
|
| Study Materials
WhatsApp Group |
Click here |
| Job Alert
WhatsApp Group |
Click here |
| Telegram Channel | Click here |
| YouTube | Click here |
| English Version | Click here |
| TNPSC/TRB | Click here |
| Powered by Diploma Exam Corner | |
Subject : Process Planning & Cost Estimation
Scheme : M
NOTE :
1. The highlighted Questions are asked more than two times in the Board Exam
2. These Questions are collected from Board Examination Question Papers from the last four years
UNIT – 1, PROCESS PLANNING
10 marks questions
- Explain the automated process planning with the help of neat sketches. State its advantages.
- 2500 components are required for an assembly line. This component is available at the rate of Rs. 4 per piece in the local market. If the same component to be manufactured in the factory itself, the fixed cost will Rs. 2,500 and the variable cost will be Rs. 2 per piece. Decide whether to make or Buy.
- Explain the generative process planning and state its advantages
- A company is buying one of the component that go into their product at a total purchase cost of Rs. 20 per unit. Their annual requirements of the components is 6000 units. One of the supervisiors had put up a proposal for making the component in the shop itself because the variable cost per unit comes up to Rs. 2. Only. It was found that it requires sophisticated machines and the accounts department had worked out and estimated the annual fixed cost of Rs. 1,40,000 should the proposal be accepted. Draw the break even chart and find the minimum level of annual requirements of the components above which making the component would be profitable.
- A company is buying a component for Rs. 40. Per unit. The annual requirement of that component is ten thousand units. If it is made in the factory itself, the variable cost is Rs. 20 per unit. Additional fixed cost will be Rs. 2,25,000 per year. Can we stop buying and make the component in factory itself? What is the minimum quantity to be produced to avoid loss?
- Explain briefly the procedure involved in value analysis.
- The following data refers to a manufacturing unit
Fixed cost – Rs. 1,00,000
Variable cost – Rs. 100 per unit.
Selling price – Rs. 200 per unit.
(1) Calculate the break even point.
(2) If the fixed cost increases to Rs. 1,25,000 and variable cost reduces to Rs. 90 per unit. Obtain the new break even point.
(3) Also calculate the no. of components needed to be produced to get a profit of Rs. 20,000
- Compare cost control with cost reduction.
UNIT – 2, Process Selection
- Explain in detail the process and equipment selection.
- A component can be produced either by an automatic lathe or three center lathes. Number of components made per year is 6,000 the cost data for the two machines are given below
| Automatic lathe | Center lathe | |
| Initial investment | Rs 2,00,000 | Rs. 50,000 |
| Useful life | 8 years | 10 years |
| Motor power | 15 HP | 3 HP |
| Labour charges | Rs.20 per hour | Rs. 30 per hour |
| Time to produce 2000 pieces in each machines | 3000 hrs | 2900 hrs |
For both machines
Interest = 18%
Cost of power = Rs. 1.50 per unit
Taxes and insurance = 8%
Maintenance – annual = 7.5 %
Depreciation = 1% per year
Labour Over head = 25 % on labour
Which machine will you select?
- Construct suitable operation planning sheets for manufacture of spur gear having 24 teeth using a 2 module gear cutter. The spur gear is to be made for a total quantity of 1000 pieces. The material of the ear is medium carbon steel.
- A component can be produced on either a turret lathe or an automatic lathe. The different cost factors for the two machines are given below
For turret lathe,
Fixed cost = Rs 400
Variable cost = Rs. 2 per piece
For Automatic lathe,
Fixed Cost = Rs. 1600
Variable cost = Rs. 0.50 per piece
Assume that the cycle time for production is same for both machines, which machine will you select for producing (i) 900 components (ii) 700 components. Also determine the break even quantity.
- What is process selection? Explain the following in process selection
(i) Technological choice
(ii) Specific component choice and
(iii) Process flow choice
- A semi automatic turret lathe costs Rs. 80,000 and it produces 16 pieces per hour and its operator receive Rs 2 per hour. An engine lathe which cost Rs. 32,000 10 Pieces Per hour and its operator receives Rs. 2.50 per hour. Calculate the minimum number of pieces which makes turret lathe more economical.
- A component can be produced on either a capstan lathe or an automatic lathe the different cost factor for the two machines are given below
| For capstan lathe | Rs. | For Automatic Lathe | Rs. |
| Fixed Cost | Rs. 400 | Fixed Cost | Rs. 1,600 |
| Variable Cost | Rs. 2 per piece | Variable Cost | Rs. 0.50 per piece |
Assume that the cycle time for production of the component is same for both machines. Which machine will you select for producing (i) 900 components (ii) 700 components
What is the break even quantity?
- How will you prepare an operation planning sheet for a given components.
UNIT – 3, Work Study.
- Explain briefly the various steps involved in the conduct of stop watch time study?
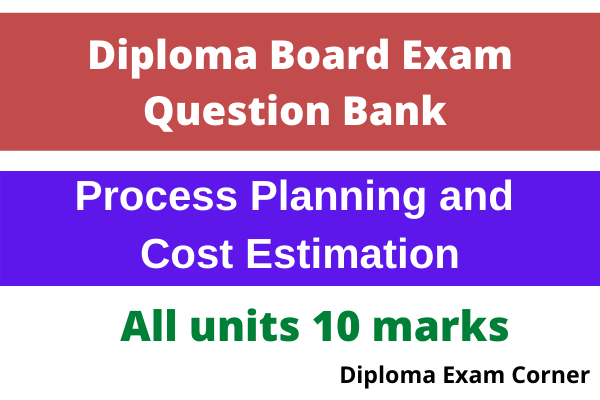
- A job was broken into 10 elements. The observed time and the corresponding rating factors are given below.
- What are the objectives of method study? Explain the basic procedure followed for conducting Method study?
- The mean observed time and the rating factor for 5 elements of a job are given below.

Fatigue allowance – 5%. Personal allowance -10%. Contingency allowance – 5%. Calculate for the job
- Explain SIMO Chart, cycle graph and chrono cycle graphs.
- The data given below refers to the time study conducted for an operation. The table shows the actual time for elements in minutes…

(i) Element 3 is a machine element.
(ii) If anything is more than 20% of the average time for the element, it can be treated as abnormal and omitted.
(iii) Take the performance allowance of 20 min in a shift of 8 hrs.
(iv) Allow fatigue allowance of 5%. Estimate the standard time and calculate the production per shift
- What are therbligs? Give the name, explanation, abbreviation, symbol and colour of any 10 important therbligs.
- A job was broken into 8 elements. The observed time and the corresponding rating factors are given below.

Calculate the standard time. Assume fatigue allowance, contingency allowance, special allowance and policy allowance each 10%.
UNIT – 4, Cost Estimation.
- From the following data, calculate the total cost and selling price for a job. Direct material = Rs. 5500, manufacturing wages = Rs. 3000, Factory over heads to manufacturing wages= 100%, non-manufacturing overheads to factory cost = 15% and profit on total cost = 12%
- 40 forging are to be machined in four steps. Calculate the cost of production with the help of following:
Machining time= 12 min per forging
Non machining time = 21 min per forging
Set up time = 45 min per setup
Tool sharpening = 5 min per forging
Fatigue = 20%
Personal needs = 5%
Total change time = 10 min
Tool life = 8 hrs
Checking time = 15 sec with 5 checks per forging
Performance factor = 1.4
Direct labour cost = Rs. 5 per hour.
- Estimate the sales price to be quoted for the product from the following given data.
Direct material cost per piece = Rs. 14.
Direct Labour Cost per Piece = Rs. 18
Factory over head = 100% of prime cost.
General overhead = 25% of factory cost.
Profit = 10% of total cost.
- An electric immersion rod is being sold in the market for Rs. 65. Find its production or manufacturing cost assuming 20% profit on the selling price and selling expenses to be 40% of production cost. If the cost of material used for the rod is Rs. 15 and overheads of the department in which it is being is 40% of labour cost. Find the time taken for its manufacture, if the labour rate is Rs. 2 per hour.
- Explain with a block diagram about how the selling price of a product is arrived at.
- 40 castings are to be machined in 5 setups. Calculate the cost of production with the help of the following given data.
Machining time = 10 min / casting
Non – machining time = 20 min / casting.
Set up time = 45min / setup
Tool sharpening = 5 min/casting
Fatigue allowance = 20%
Personal needs allowance = 10%
Total change time = 12 min
Tool life = 8 hrs
Checking time = 15 sec with 5 checks / casting.
Performance factor = 1.5
Direct labour cost = Rs. 8 hours.
- Explain the basic steps in making a cost estimate
- A certain piece of work is produced by a firm in batches of 100. The direct materials cost for that 100 piece work is Rs. 160 and the direct labour costs is Rs. 200. Factory on cost is 35% of the total material and labour cost. Over head charges are 20% of the factory cost. If the management wants to make a profit of 10 % on the gross cost. Determine the selling price of each article
UNIT – 5, Machining time calculation
- Estimate the machining time required on the shaper to complete one cut on a block 600 x 900 mm. if the cutting speed is 6m per min. the return time to cutting raio is 1:4 and the feed is 3mm per stroke. The clearance at each end is 75mm and neglect widthwise allowance
- A 63.5mm diameter plain milling cutter having 6 teeth is used to ace mill operation in an aluminium block of 180mm long and 30mm wide. The spindle speed is 1500rpm and the feed is 0.125mm per tooth per revolution. Find the cutting time
- Estimate the machining time required on the shaper to complete one cut on a plate 500 x 900 mm. if the cutting speed is 6m per min. the return time to cutting ratio is 1:3 and the feed is 2mm per stroke. The clearance at each end is 70mm and widthwise allowance may be taken as 25mm.
- A slot 25mm deep is to be cut through a work piece 200mm long with the help of a HSS side and face cutter whose diameter is 150mm and that has 10 teeth. The cutting speed is 50m/min and feed is 0.25mm/tooth. Determine (i) table feed in mm/min. (ii) total cutter travel and (iii) time required to machine slot.
- Calculate the time taken for shaping a CI block 500mm long and 400mm wide in a single cut. Feed is taken to be 1.5mm per stroke and cutting speed is 10m/min. the return time to cutting time time ratio is 3:5. Assume length wise and width wise clearance 25mm each.
- A 200 x 50mm CI surface is to be faced on a milling machine with a cutter having a diameter of 100mm and 16 teeth. If the cutting speed and feed are 50m/min and 50mm/min respectively. Determine the milling time, rpm of the cutter and feed per tooth.
- A flat is to be cut of a round brass bar 50 mm in diameter. The depth of cut is 19mm. the diameter of cutter is 100mm. cutting speed is 50m/min with a feed of 0.2mm tooth. Find the milling time, if the cutter has 8 teeth.
- A machine bed is to be planed in two cuts on a planning machine. It takes 10 seconds in forward stroke and 4 seconds in return stroke. Find out the time required to plane the bed width 600mm. assume the feed as 2 mm/stroke.